

1. TPM là gì?
TPM là chữ viết tắt tiếng Anh của Total Productive Maintenance, tiếng Việt gọi là duy trì hiệu suất thiết bị tổng thể. Mỗi từ tiếng Anh này thể hiện ý nghĩa như sau:
- Duy trì – Maintenance: Giữ thiết bị luôn trong điều kiện vận hành tốt và thực hiện công việc sưac chữa, lau chùi, tra dầu mỡ.
- Hiệu suất– Productive:
+ Thực hiện các hành động trong toàn bộ quá trình sản xuất liên quan.
+ Giảm thiểu các vấn đề phát sinh trong quá trình sản xuất.
+ Thiết bị hoạt động hiệu quả không phải chỉ trong ngắn hạn mà trong suốt vòng đời của thiết bị.
- Tổng thể - Total:
+ Trách nhiệm bảo dưỡng không chỉ của bộ phận bảo dưỡng mà tất cả các phòng có liên quan.
+ Mỗi thành viên, từ người quản lý cao nhất đến những công nhân bình thường đều phải tham gia vào các hoạt động TPM.
+ Nhắm tới loại bỏ tất cả tai nạn, lỗi và hư hỏng của thiết bị.
Có thể hiểu, TPM kết hợp thực hành bảo dưỡng phòng ngừa với quản lý chất lượng toàn diện ( Total Quality Management – TQM) với sự tham gia của tất cả mọi người có liên quan để hình thành nên một văn hóa, đó là người vận hành thiết bị đóng vai trò là người chủ của thiết bị đó, phối hợp chặt chẽ với cán bộ chuyên trách bảo dưỡng, kỹ sư sản xuất và cán bộ quản lý để đảm bảo thiết bị được vận hành trơn tru hàng ngày. Nhiều tổ chức hiểu sai về TPM khi cho rằng chỉ công nhân trong phân xưởng sản xuất mới cần tham gia các hoạt động TPM. Trên thực tế, để có hiệu quả thì TPM cần phải được thực hiện có hiệu lực trên cơ sở toàn bộ tổ chức và có sự tham gia của tất cả mọi người.
Với TPM, mọi người cùng hợp lực và tương tác với nhau để nâng cao hiệu suất hoạt động của thiết bị một cách hiệu quả nhất. Cách nghĩ “ trách nhiệm của tôi, người công nhân, là vận hành thiết bị - trách nhiệm của anh, cán bô bảo dưỡng, là sửa chữa thiết bị” được thay bằng “tôi và anh chịu trách nhiệm về thiết bị của chúng ta, nhà máy của chúng ta, tương lai của chúng ta”.
Như vậy, TPM là một phương pháp quản lý thiết bị, bao gồm các hoạt động nhằm ngăn ngừa những hỏng hóc và khuyết tật về chất lượng, loại bỏ hoạt động sửa chữa thiết bị và làm cho công việc của người vận hành thiết bị dễ dàng hơn, an toàn hơn. Một trong những nguyên tắc cơ bản của TPM là người vận hành thiết bị là những người hàng ngày tiếp xúc với thiết bị, bằng kiến thức và hiểu biết về các điều kiện vận hành để dự đoán, ngăn ngừa hư hỏng và những tổn thất khác liên quan đến thiết bị. Họ thực hiện việc này thông qua vệ sinh, kiểm tra thiết bị thường xuyên và các hoạt động tự bảo dưỡng theo nhóm. Đây được hiểu là hoạt động bảo dưỡng tự chủ hay tự bảo dưỡng.
1. Mục tiêu của TPM
TPM nhằm xây dựng một công ty hoạt động khỏe mạnh hơn, hiệu quả hơn thông qua việc nâng cao hiệu quả của thiết bị cũng như con người. Mục tiêu hcinhs của TPM là:
- Không có sự cố phải dừng máy để sửa chữa ( Zero Breakdow)
- Không có phế phẩm (Zero Defect).
- Không có lãng phí (Zero Waste).
- Nâng cao ý thức trách nghiệm và tinh thần làm chủ ( High Morale - Business Ownership)
2. Lợi ích áp dụng TPM.
Lợi ích trực tiếp:
- Tăng năng suất và hiệu suất thiết bị toàn bộ (OEE).
- Giảm chi phí sản xuất phát sinh do máy móc hỏng và dừng hoạt động thông qua thiết lập một hệ thống bảo dưỡng trong suốt vòng đời của thiết bị.
- Nâng cao sự hài lòng của khách hàng do giao hàng đúng hạn và chất lượng đáp ứng yêu cầu.
Lợi ích gián tiếp:
- Tạo môi trường làm việc tốt hơn, giảm tai nạn lao động.
- Cải tiến kỹ năng và kiến thức của cán bộ nhân viên.
- Khuyến khích phát huy tính sáng tao và tinh thần làm chủ.
3. Các khái niệm cơ bản sử dụng trong TPM.
a. Khái niệm về các tổn thất.
- Tổn thất do hỏng hóc: Là một dạng tổn thất làm giảm công suất của thiết bị so với thiết kế. Tổn thất do hỏng hóc bao gồm tổn thất về thời gian(giảm đầu ra) vật lý (tăng lượng khuyết tật và phải làm lại) phát sinh từ những lỗi không thường xuyên hoặc cố hữu.
- Tổn thất do cài đặt về hiệu chỉnh: Gây ra tổn thất về thời gian ( giảm đầu ra) khi phải thực hiện hoàn tất các việc thử nghiệm, hiệu chỉnh và thay đổi đối với dây truyền để đảm bảo chất lượng của sản phẩm, ngoài ra gây tổn thất về vật lý (khuyết tật và làm lại) do quá trình thử nghiệm.
- Tổn thất do thay thế các công cụ cắt: Tổn thất diễn ra khi phải dừng máy để thay thế các công cụ cắt như đá mài, lưỡi cưa… do bị mòn hoặc hỏng hóc.
- Tổn thất từ quá trình khởi động: Các tổn thất diễn ra từ khi máy được chạy khởi động cho đến khi máy đạt đến trạng thái ổn định.
- Tổn thất do dừng hoặc tạm dừng máy lắt nhắt: không giống như tổn thất do hỏng hóc, đây là những tổn thất từ việc dừng và khởi động, các vấn đề nhất thời, đòi hỏi phải tạm dừng máy trong thời gian ngắn.
- Các tổn thất từ tốc độ máy: các tổn thất xảy ra khi có sự khác biệt giữa tốc độ chạy máy theo thiết kế và tốc độ vận hành máy thực tế.
- Tổn thất do khuyết tật và làm lại:là các tổn thất về vật lý( khuyết tật và làm lại) và tổn thất về thời gian (thời gian mất đi để thực hiện việc làm lại sản phẩm cho đạt yêu cầu).
Tổn thất do khuyết tật và làm lại sản phẩm ảnh hưởng rất lớn đến tổng chi phí sản xuất. Nguyên nhân có thể do:
+ Đặc tính của nguyên vật liệu bị biến đổi giữa các lô hàng khác nhau được mua về: kích thước, màu sắc, tỷ lệ, thành phần…
+ Quá trình chế tạo sản phẩm gồm nhiều khâu, bước. Mỗi bước trong quá trình có một biến đổi nhất định do đặc tính của nguyên vật liệu được sử dụng, thiết bị sử dụng, kỹ năng tay nghề của người thợ và biến động của môi trường( nhiệt độ, độ ẩm).
Bên cạnh việc phát sinh chi phí lớn để làm lại hoặc loại bỏ sản phẩm, tổ chức còn mất rất nhiều thời gian vào việc xử lý những sản phẩm loại này, chính điều đó đã tạo ra sự lãng phí.
- Tổn thất từ tắt máy: tổn thất về thời gian khi phải tắt máy để bảo dưỡng và tổn thất vật lý khi khởi động lại máy.
b. Các khái niệm về thời gian:
- Giờ làm việc – Working hours: là lượng thời gian thiết bị có thể hoạt động trong một ngày hoặc một tháng.
- Thời gian kế hoạch – Planned time: là lượng thời gian thiết bị phải hoạt động trong một ngày hay một tháng. Thời gian này được lấy ra từ thời gian của giờ làm việc trừ đi thời gian bảo dưỡng, thời gian treo máy theo kế hoạch sản xuất…
- Thời gian hoạt động thực – Operating time: là lượng thời gian thiết bị thực sự hoạt động. Nó được lấy ra bằng việc thời gian theo kế hoạch trừ đi thời gian liên quan đến sai lỗi, thiết lập, thay dao cắt, dừng chạt từ thời gian chạy những dừng máy nhỏ và sut giảm tốc độ.
c. Các khái niệm thông dụng khác:
- Hiệu suất thiết bị toàn phần – OEE( Overall Equipment Effectiveness):là chỉ số đo lường được sử dụng trong TPM cho biết hiệu suất hoạt động của máy móc thiết bị ở mức nào.
- Bài học 1 điểm – One Point Lesson: là một công cụ đào tạo hỗ trợ đắc lực cho hoạt động bảo dưỡng tự chủ trong TPM. Mỗi bài học một điểm được tạo ra và tự trình bày trong vòng từ 5-10 phút bởi các thành viên trong cùng một nhóm, nó chỉ ra những phát hiện đơn lẻ về các vấn đề liên quan đến máy móc, thiết bi, phương pháp kiểm tra…các hoạt động liên quan đến TPM
- MTBF (Mean Time between Failures):thời gian giữa 2 lần dừng máy (thời gian sẵn sàng hoạt động hữu dụng của máy móc thiết bị).
- CLL Standards ( Cleaning, Inspection, Lubrication standards):các tiêu chuẩn vệ sinh, kiểm tra, bôi trơn.
- MTTR ( Mean Time to Repair):thời gian trung bình để sửa chữa.
- MTTD ( Mean time to Diagnose):thời gian trung bình để chuẩn đoán hư hỏng.
- PPM ( Parts per Million):số sản phẩm hư hỏng/1 triệu sản phẩm

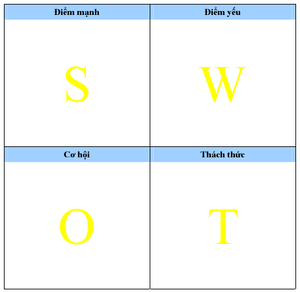 MÔ HÌNH PHÂN TÍCH SWOT
MÔ HÌNH PHÂN TÍCH SWOT
Gợi ý thực hành phân tích SWOT Albert Humphrey, nhà kinh tế, thành viên Ban quản trị của cùng lúc 5 công ty đồng thời...
 CHƯƠNG 5 PHẦN 2. THIỂN KHAI ÁP DỤNG TPM CƠ BẢN.
CHƯƠNG 5 PHẦN 2. THIỂN KHAI ÁP DỤNG TPM CƠ BẢN.
Quá trình thực hiện TPM cơ bản có thể được phân chia thành các bước đó là: Bước chuẩn bị, Bước 1 – Vệ sinh ban...
 THỜI ĐIỂM KHÓ KHĂN CHÍNH LÀ CƠ HỘI ĐỂ ĐỔI MỚI.
THỜI ĐIỂM KHÓ KHĂN CHÍNH LÀ CƠ HỘI ĐỂ ĐỔI MỚI.
Chắc chắn, nền kinh tế đang trong tình trạng khó khăn. Tuy nhiên đây cũng là thời điểm tốt để đổi mới, theo như...